合模力350t以下的注射成型机中,全电动注射成型机普及迅速。为了最大限度地发挥全电动注射成型机具备的优良特征,设计模具时注意如下要点非常重要。
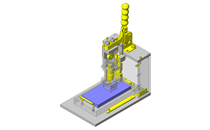
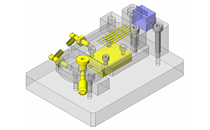
(1)精密定位
全电动注射成型机可快速开闭模具,为了保证动模侧和定模侧型腔正确定位,同时又可防止型芯之间接触时的破损及异常磨损,建议装备精密定位导柱。
MISUMI标准零件中,
・ 锥度精定位销组件 TPN 等
・ 锥度精定位块组件 TBS 等
・ 侧定位块组件 TSSB
等为推荐零件。
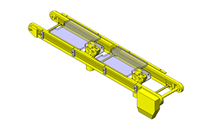
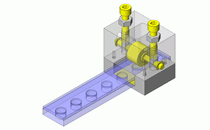
(2)推板的顺畅动作
全电动注射成型机时,虽可实施推板的高速动作及多级顶出等动作,但如果不能设计确保推板顺畅动作的结构,可能导致推杆卡死及复位杆卡死。
因此,建议采用推板导向系统。
MISUMI标准零件中,
・ 精密级推板导柱 EGH 等
・ 推板导套 EGBH(油槽型)
EGBZS(铜合金自润滑型)
EGBL(直线型)
EMBS(滚珠滑块)等
是较多采用的零件。
另外,建议安装确认推板回位的确认开关。
类似用途时,建议使用
・ V-156-1A5-T(微控开关)
・ MGXL-8F(非接触型)
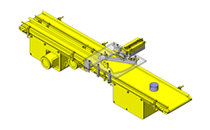
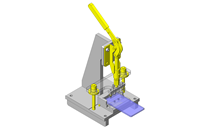
(3)侧抽芯滑块的顺畅动作
侧抽芯滑块的顺畅动作也非常重要。为了防止卡死,建议在导轨上加工油槽,或采用自润滑材料(无油金属)。
MISUMI标准零件中,建议使用:
・ GR5SCM(带槽型导轨)
・ SRTL(自润滑导轨)
・ CGZ(自润滑中心导轨)
・ STW(自润滑滑板)
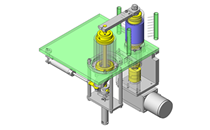
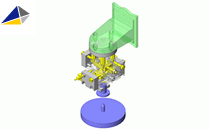
(4)型腔表面温度的稳定
为了稳定成形条件,保持模具型腔表面温度稳定非常重要。为了实现类似目的,建议采用下列标准零件。
・ HIP(隔热板)等
・ M-HTM3021(筒式加热器用)
・ 模具温度调节控制器:PID控制方式